
को पखेटा प्रक्रियाचिसो-रोल गरिएको स्टेनलेस स्टील कलिंगसामान्यतया निम्न चरणहरू समावेश गर्दछ:
रोलिंग प्रक्रिया:
चिसो रोलिंग प्रक्रियाको क्रममा स्टील पट्टी चिसो रोलिंग मिलले कम्प्रेस गर्न र मोटाई संकुचन गर्न र तटबन्धन गर्न र मोटाई तान्न र पातलो र चिल्लो बनाउँदछ। यस प्रक्रियाको क्रममा स्टेनले स्टील स्ट्रिपलाई कोठाको तापक्रमको लागि तातोट दिइन्छ र रोलरको श्रृंखलामा प्रशोधन गरिन्छ।
कोलर सुरु:
रोल पछि, स्टील पट्टी कोलीमा खुवाइन्छ। कोलर एक उपकरण हो जुन स्टील स्ट्रिपलाई कुण्डलमा रोल गर्दछ। कोइललाई समान रूपमा गठन गरिएको छ भनेर सुनिश्चित गर्न कोलरले चिसो-लम्बाई कुण्डको घुमाउरो प्रक्रिया नियन्त्रण गर्न तनाव र गतिलाई नियन्त्रणमा राख्न प्रणाली प्रयोग गर्दछ।
तनाव र गति नियन्त्रण गर्नुहोस्:
कटिले प्रक्रियाको लागि तनाव र गतिको सटीक नियन्त्रण आवश्यक पर्दछ। तनाव नियन्त्रणले सुनिश्चित गर्दछ कि स्टिल स्ट्रिपले घुमाउने प्रक्रियाको बखत ढीलाहरू वा त्रासेको हुँदैन, जबकि स्टिंग नियन्त्रण स्ट्रिंग गर्ने वा झिम्काउने प्रवाह दरले विजयी गतिलाई रोक्दछ।
कोइल लेयर र तनाव समायोजन:
घुमाउने प्रक्रियाको बखत, प्राय: ओभरल्यापिंग वा कुण्डलको विचलित तहहरू बेवास्ता गर्न आवश्यक हुन्छ। यस लक्ष्यमा, एक तनाव समायोजन उपकरण यो सुनिश्चित गर्न प्रयोग गरिएको छ कि स्टील स्ट्रिपको प्रत्येक तहको मूलमा पनि घाउले घाउ हुन सक्छ। केही उपकरणहरूले यस प्रक्रियालाई अधिक अनुकूलन गर्न तनाव सेन्सर र स्वचालित नियन्त्रण प्रणालीहरू प्रयोग गर्दछ।
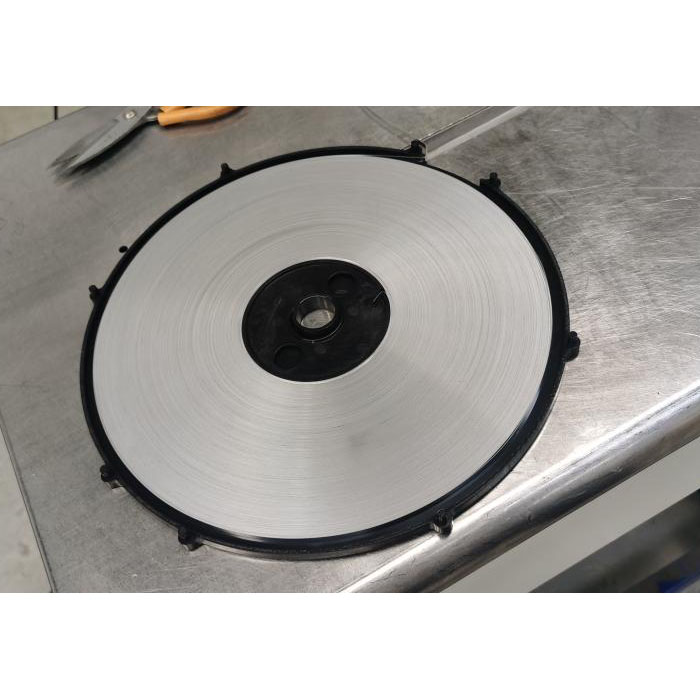
कोलिंग कोल आकारको:
विन्ड्लिंग प्रक्रियाको क्रममा स्टील कोलले निरन्तर कोल आकार र गोलो राख्न कोइल आकारको तनाव समायोजित गर्नेछ। अन्तमा बहु समायोजन पछि, कुमोल आदर्श आकार र घनत्वमा पुग्छ र एक योग्य चिसो-रोल्ड स्टीनस्कूल स्टील कोइल हुन्छ।
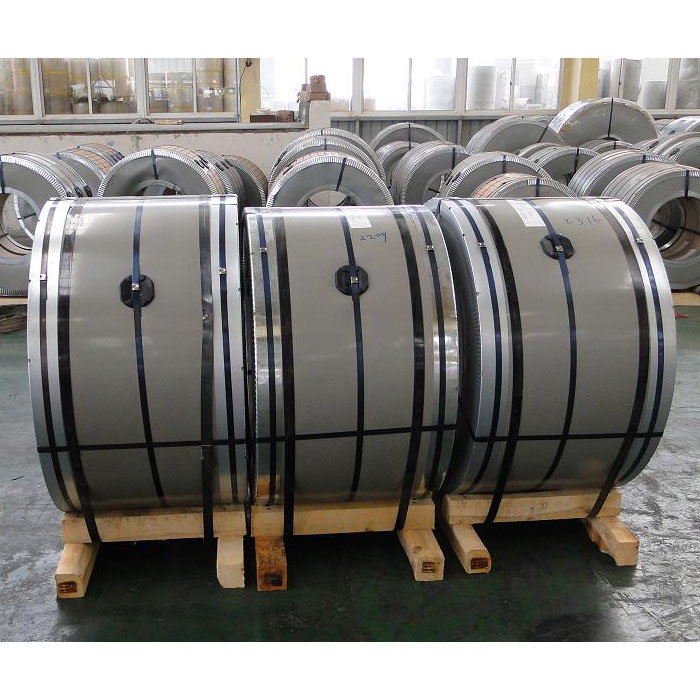
कोल काट्ने र ह्यान्डलिंग:
एक पटक चिसो-रोलेको स्टेनलेस स्टील कोइल गठन भयो, कोइल यातायात वा थप प्रशोधनको लागि आवश्यकता अनुसार मार्क गरिएको वा प्याकेज गर्न सकिन्छ।
पूरै विजयी प्रक्रियाको गुणस्तर सुनिश्चित गर्न पूर्ण रूपमा नियन्त्रण गर्न आवश्यक छचिसो-रोल गरिएको स्टेनलेस स्टील कोइलर त्रुटिहरू बेवास्ता गर्नुहोस् जस्तै सतह क्षति, कर्लिंग, अफसेट र अन्य समस्याहरू।